|
泵用机械密封的使用与维修
一、泵用机械密封主要零件的技术要求
(1)动环和静环密封端面的不平度偏差≤0.0009mm,表面粗糙度不低于0.100(非金属 材料表面粗糙度Ra=0.100)。
(2)动环和静环密封端面对中心线的跳动偏差≤0.03mm 。
(3)动环和静环密封端面对密封圈的接触端面的不平行度偏差≤0.04mm。
(4)陶瓷环或硬质合金环的两端面的不平行度偏差<0.03mm。
(5)填充聚四氯乙烯环和石墨环及组装的动、静环需做水压抽检,抽检量为总数的1%。试验压力非平衡型为1MPa,平衡型为3.6MPa,持续10min不应有冒汗和泄漏。
(6)弹簧两端面对中心线不垂直度偏差事0.5/100;同一个机械密封中的各弹簧之间的自由高度差≤0.5mm 。
(7)橡胶密封圈硬度为洛氏硬度60~70。
(8)弹簧座内孔尺寸偏差为Dc4,传动座内孔尺寸偏差D4。
(9)和静环密封圈接触的压盖表面粗糙度Ra≥1.60。
(10)密封腔和压盖结合定位端面和轴(或轴套)表面的跳动偏差应符合表4-9-1的规定。
|
轴(或轴套)的外径 |
跳动偏差 |
|
16~50
55~120 |
≤0.04
≤0.06 |
表4—9—1 密封腔和压盖结合定位端面对轴表面跳动偏差允许值的要求 mm
(11)安装动环密封圈的轴(或轴套)的端部,安装静环密封圈的压盖(或壳体)孔的端部,应符合图4-9-1、图4-9-2及表4-9-2的规定。
表4-9-2 动静环密封圈对轴套压盖端部光滑段的要求
(12)为保证机械密封的正常运转,必要时应采取冷却和冲洗。
二、机械密封对油泵的精度要求
1.对油泵静止状态下的精度要求
机械密封具有一定的追随性和缓冲性能。为了使密封性能稳定并获得理想的效果,使安装密封的机器保持—定的精度是非常必要的。下面是普通机械密封对一般机泵的精度要求。

(1)轴径向跳动按图4-9-3(a)所示方法检测,允许的跳动量应符合图4-9-3(b)中的规定。
(2)轴与密封腔内和止口外圆的同轴度检测方法及同轴度允许偏差见图4-9-4。

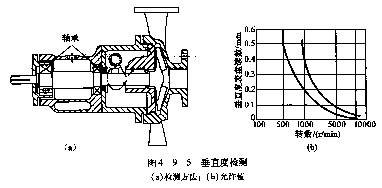
(3)轴与密封腔端面的垂直度检测方法及垂直度允许偏差见图4-9-5。
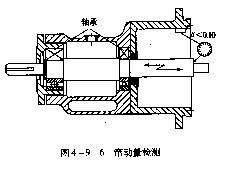
(4)轴的轴向窜动量检测方法见图4-9-6,允许的窜动量6≤0.10mm 。
(5)对轴与压盖的要求 安装机械密封部位轴(或轴套)的外径尺寸公差、表面粗糙度及倒角尺寸,按JB 4127-1985中5.1.2、5.1.3、5.1.4规定。
密封压盖(或壳体)与浮装式非补偿环辅助密封圈接触部位的表面粗糙度及倒角,按JB 4172-1985中的5.4.1规定。
图4-9-7给出了托装式与夹固式非补偿环压盖的允许尺寸偏差和表面粗糙度。
2.对机器运行中的精度要求
仅注意机器静止时的精度是不够的,因为机器在运行中,有时不能保持其原有精度。产生这种情况的原因是:

(1)由流体或机器运行中造成机壳与轴的热膨胀差引起轴的相对位移。
(2)由配管的伸缩引起机器本身的变形。
(3)由压力引起机壳的变形。
本文共分 1 页 |